Automatic Igniter

Structure:
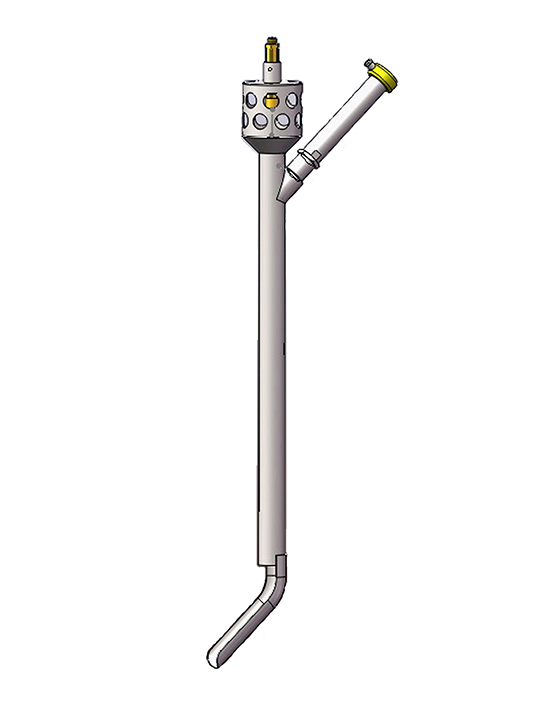
The igniter is composed of igniter body, electrode bar, spray nozzle set, pipeline, high-tension transformer control box, electric control box, etc.
1. Igniter body: welded by stainless steel pipe, which is of high quality and long lifetime.
2. Electrode bar: it contains stainless steel electrode, junction box and electric pole. Ignition performance is smooth and stable.
3. Spray nozzle set: it contains spray nozzle and nozzle seat.
4. Pipeline: it contains solenoid valves, ball valves, regulating valves, flexible pipes, rigid pipes, etc.
5. High-tension transformer control box: each ignition torch carries one high-tension ignition transformer.
6. Electric control box: it contains relays, buttons, etc., which is used when ignition is out of PLC control.
Performance:
The automatic igniter is a specially designed energy saving device for torch cutting system of continuous casting machine, which can automatically ignite and close the cutting flame, it eliminated the burning flame during the waiting period between two cutting cycles. The new designed igniter will save gas consumption and reduce CO2 emission, both energy saving and environment protection effects will be achieved. The effect is particularly obvious for long cutting-length billet, take 150×150×9000mm billet for example, the detailed effect is measured as following table:
| Flame type | Annual capacity | Gas | Annual gas consumption | CO2 emission |
| Burning flame | 1,000,000 tons | Natural gas | 144,000m3 | 272.1 tons |
| Automatic ignited flame | 76,000 m3 | 143.2 tons |
Due to the reasonable structure, this igniter is easy for installation and flexible for control, and its automatic ignition is stable and reliable.
This igniter can be installed in fixed position beside the home position of torch cutting machine, or installed on cutting trolley to move synchronously, so it can ignite the cutting flame in any position.
If the control system can be intergraded into torch cutting machine, the igniter can be controlled by PLC or realy of independent control box. Whatever the control mode is, the function of automatic flame ignition and close is workable, and the flame can be ignited by manual if the flame went out because of accident.
Working principle:
PLC system of torch cutting machine sends “ignition” order when it receives “cutting length reached” signal, the medium control solenoid valve opens to supply gas for main cutting torch and igniter. Meanwhile, the high-tension transformer starts working, when the electrode bar is powered on, it generates the electric spark to ignite the cutting flame, under the gas pressure, igniter sprays fame to cutting torch bottom, then the main cutting torch starts working process. The igniter can close automatically in setting time and be standby waiting for next ignition order.
| Item | Power supply | Ignition time | Fuel gas |
| Specification | 220VAC 2A | 3s | A little |