| Cases |




| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R9 |
| 3 | CCM NO. x Strands NO. | Strand | 2×8 |
| 4 | Strand space | mm | 1350 |
| 5 | Section | mm | 1#CCM:150×150、150×220、Φ180 2#CCM:180×240、220×220、Φ250 |
| 6 | Cutting length | m | 3.0~10.0 |
| 7 | Casting steel grade | Carbon steel, high-quality carbon steel, pipe steel, alloy steel, cold forging steel, welding wire steel, spring steel. | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Built-in type | |
| 10 | Ladle turret type | Straight arm turret(250t) | |
| 11 | Tundish car type | High-low leg, two cylinders lifting | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Air cylinder driving, hydraulic tilting | |
| 14 | Secondary cooling type | Air-water mist cooling | |
| 15 | Mould level automatic control | Cs137 measuring + digital electric cylinder stopper rod | |
| 16 | Run-out roller level elevation | m | ±0.000 |
| 17 | CCM annual output | t/a | 2×150×104 |
| 18 | Commissioning date | 1#CCM:2009.11 2#CCM:2009.12 |
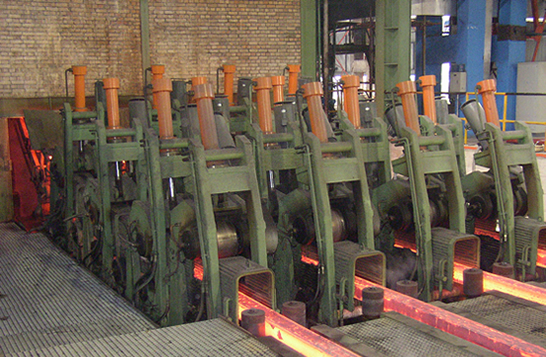
These two CCM are of multi-strand, multi-section size, and they are billet/round dual-purpose type. The steel grades it can produce are of large range, which includes: low class plain carbon steel, high class pipe steel, hard wire steel, and spring steel etc. So the CCM adopted mould level automatic control, electromagnetic stirring, air-water mist and other key technologies, which ensured the products quality. These two CCM achieved the design capacity very soon after running with high quality products and won the economic benefits for user.
| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Flexible (half rigid) Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R11 |
| 3 | CCM strands NO. | strand | 4 |
| 4 | Strand space | mm | 1500 |
| 5 | Section | mm | 200×200、Φ280、Φ310、Φ330 |
| 6 | Cutting length | m | 6.0~9.0 |
| 7 | Casting steel grade | high-quality carbon steel, pipe steel, alloy steel, cold forging steel, chain steel, spring steel, bearing steel. | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Built-in type | |
| 10 | Ladle turret type | Straight arm turret(160t) Changed to butterfly lifting turret after 3 years(160t) | |
| 11 | Tundish car type | Whole suspend, 2 cylinders lifting | |
| 12 | Oscillating type | Half plate spring digital electric cylinder non-Sin oscillating | |
| 13 | Dummy bar storage type | Four bars side storage | |
| 14 | Secondary cooling type | Air-water mist cooling | |
| 15 | Mould level automatic control | Mould level automatic control | |
| 16 | Run-out roller level elevation | m | ±0.000 |
| 17 | CCM annual output | t/a | 60×104 |
| 18 | Commissioning date | 2008.2 |
Huai Steel Co.,Ltd is domestic famous special steel factory, all the products are high class steel grade, if there is any problem about product quality, the factory can not survive in the market. So in order to supply CCM to HuaiAn Steel Co.,Ltd, we should be standing on a higher level to resolve related technical issues and reduce the investment. Under this basic principle, the CCM used protective casting, mould level automatic control, mould electromagnetic stirring, secondary cooling final electromagnetic stirring, digital electric cylinder non-sin oscillating, continuous straightening and other core technologies which are directly bound up with product quality, and the butterfly lifting ladle turret, slag carryover detection, automatic slag feeder, product quality tracing, automatic marking and other technologies are reserved. For the CCM equipment structure design, it fully played Xinzhong technical advantages, all the equipments in the high temperature area adopted inner water cooling technology, which kept the advancement of continuous casting technology and optimized equipments structure, and it's of simple and practical operation. Compared with previous imported CCMin the same workshop, this CCM is of low investment, short duration and stable product quality, it demonstrated the high cost performance and competitive ability with international brand of domestic CCM equipments. During the project implementation process, Xinzhong combined with long time rich experience of Huai steel and made more exciting, which became Xinzhong typical CCM project and high-quality CCM project, and it's the successful example of seldom large section and billet/round dual-purpose CCM in domestic market. Because of reasonable product positioning, this CCM played important role for Huai Steel Co.,Ltd economic benefits in 2008 economic crisis, it already produced more than 100 steel grades and it became the head CCM from spare CCM.
In additional, this CCM project is the second general contracting project (besides CCM, it also includes civil foundation, supporting beam and moving column of workshop, water treatment modification etc), because the construction time is north winter, we overcame all the difficulties and only spent 7 month for completion, which is highly praised by Huai Steel Co.,Ltd.

| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R9 |
| 3 | CCM strands NO. | strand | 5 |
| 4 | Strand space | mm | 1200 |
| 5 | Section | mm | 150×150 |
| 6 | Cutting length | m | 6.0~12.0 |
| 7 | Casting steel grade | High-quality carbon steel, low-alloy steel, welding rod steel, standard parts steel, cold forging steel, spring steel, high carbon liquid steel. | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Built-in type | |
| 10 | Ladle turret type | Butterfly lifting turret (110t) | |
| 11 | Tundish car type | High-low leg, two cylinders lifting | |
| 12 | Oscillating type | Half plate spring mechanic non-sin oscillating | |
| 13 | Dummy bar storage type | Air cylinder driving, tilting storage | |
| 14 | Secondary cooling type | High pressure water mist cooling | |
| 15 | Automatic control of mould level | Cs137 measuring + digital electric cylinder stopper rod | |
| 16 | Run-out roller level elevation | m | -2.000 |
| 17 | CCM annual output | t/a | 60×104 |
| 18 | Commissioning date | 2007.2 |
This CCM is a on-site new CCM after removing old R6m 6 strands CCM, the turret foundation and whirling well were kept, so the technology is very difficult, the related water treatment equipments need to be modified, including partial removal and modification of civil foundation, it's a general contracting project. Till that time, for Xinzhong it's the biggest and first general contracting project with large work volume and short construction period. This CCM is the first varieties steel base when KunMing steel was preparing product transformation to promote the product class. With non-standard measures, Xinzhong's core team were devoted to project planning, designing, manufacturing, implementing and testing and overcame the practical difficulties, such as collapse after removing the old foundation, and the hot commissioning was successfully carried out after 185 days. The final product quality was promoted 2~3 levels, it truly became the varieties steel base of KunMing Iron & Steel Co., Ltd. This project got excellent modification project prize of YunNan province.

3 sets of billet CCM hot charge system
| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R7 |
| 3 | CCM NO.* Strands NO | strand | 3×3 |
| 4 | Strand space | mm | 1250 |
| 5 | Section | mm | 120×120、150×150 |
| 6 | Cutting length | m | 3.0~12.0 |
| 7 | Cutting length | Plain carbon steel, low-alloy steel. | |
| 8 | Cutting length | mm | 900 |
| 9 | Mould EMS | ||
| 10 | Ladle turret type | Ladle continuous casting device | |
| 11 | Tundish car type | High-low leg | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Friction actuating | |
| 14 | Secondary cooling type | Common water mist cooling | |
| 15 | Mould level automatic control | Cs137 measuring without stopper rod | |
| 16 | Run-out roller level elevation | m | ±0.000 |
| 17 | CCM annual output | t/a | 3×36×104 |
| 18 | Commissioning date | 2003.12~2005.6 |
The second steel making factory is near bar factory of KunMing Iron & Steel Co.,Ltd, and the heating furnace is close to continuous casting plant, so it has good hot charging condition. But the old plant area is mall, so it's difficult to achieve simultaneous transporting of different CCM. After the meticulous design by Xinzhong, it used "十" type turntable and combined the hot charging lines of 3 sets of CCM, the technical difficulties were resolved and it became the seldom successful example of simultaneous charging of different CCM in domestic market, which is called classic. For this reason, the CCM society held a hot transporting experience exchange meeting in KunMing Iron & Steel Co.,Ltd. Many oversea study tours came for visiting this line, it got high praise. This line won good economic benefits for KunMing Iron & Steel Co.,Ltd, especially in economic crisis period.
| No | No | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R8 |
| 3 | CCM Strands | 流 | 4 |
| 4 | Strand space | mm | 1300 |
| 5 | Section | mm | 150×150、150×200、150×250 |
| 6 | Cutting length | m | 3.0~12.0 |
| 7 | Casting steel grade | Plain carbon steel, low-alloy steel. | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | 无 | |
| 10 | Ladle turret type | Straight arm turret (110t) | |
| 11 | Tundish car type | High-low leg | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Friction actuating, tilting storage | |
| 14 | Secondary cooling type | High pressure water atomization cooling | |
| 15 | Mould level automatic control | Cs137 measuring without stopper rod | |
| 16 | Run-out roller level elevation | m | ±0.000 |
| 17 | CCM annual output | t/a | Design :72×104 Actually:90×104 |
| 18 | Commissioning date | 2005.3 |
This CCM is mainly for producing plain carbon steel, it did not use some advance technologies. As same with JiNan steel, it's a high-efficiency CCM. Since production began, its main section is 150 x 150, average casting speed is approx. 3.2m/min. When the economic crisis happen in 2008, another slab CCM shut down, so there were two converters for one billet CCM, after partial modification to secondary cooling zone, it improved the average casting speed to 3.4~3.8m/min, which became the highest casting speed CCM for 150 x 150 section.
| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R6 |
| 3 | CCM Strands | strand | 4 |
| 4 | Strand space | mm | 1200 |
| 5 | Section | mm | 150×150 |
| 6 | Cutting length | m | 10.0~12.0 |
| 7 | Casting steel grade | Plain carbon steel, low-alloy steel. | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | ||
| 10 | Ladle turret type | Straight lifting arm turret (75t) | |
| 11 | Tundish car type | High-low leg | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Friction actuating, tilting storage | |
| 14 | Secondary cooling type | High pressure water atomization cooling | |
| 15 | Mould level automatic control | Cs137 measuring without stopper rod | |
| 16 | Run-out roller level elevation | m | ±0.000 |
| 17 | CCM annual output | t/a | Design:64×104 Actually:100×104 |
| 18 | Commissioning date | 2004.10 |
This CCM is mainly for producing plain carbon steel, it did not use some advance technologies. But the CCM equipments used excellent inner water cooling measure, it's of reliable running and small work load, because Jinan Iron & Steel Co.,Ltd is of high operation and management level, this CCM achieved high casting speed, high operation rate and high output, which is a high-efficiency CCM. After its production began, the output reached 800000t in the first year, and it reached 1000000t in the second year. Compared with same machine type and section, all the technical and economical indexes became the leader. For example, the operation rate reached 92%, and the average casting speed of 150x150 section is approx. 3.2m/min. These indexes were achieved in R6m billet CCM, which is extremely rare in domestic market.

| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid Dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R7 |
| 3 | CCM Strands | strand | 2 |
| 4 | Strand space | mm | 1600 |
| 5 | Section | mm | 150×150、140×300 |
| 6 | Cutting length | m | 3.0、3.5 |
| 7 | Casting steel grade | Stainless steel, alloy structure steel | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Reserve | |
| 10 | Ladle turret type | Straight arm turret (60t) | |
| 11 | Tundish car type | High-low leg | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Friction actuating, tilting storage | |
| 14 | Secondary cooling type | Air-water atomization cooling | |
| 15 | Mould level automatic control | Cs137 measuring + digital electric cylinder stopper rod | |
| 16 | Run-out roller level elevation | m | -0.200 |
| 17 | CCM annual output | t/a | 30×104 |
| 18 | Commissioning date | 2005.10 |
Match with electric arc furnace + AOD furnace, mainly for produce stainless steel. It used protective casting, mould level automatic control, air-water atomization cooling, continuous straitening and other basic technology, the final product is of good quality, which laid solid foundation for further development of Friendship Special Steelmaking Co.,Ltd
| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Flexible (half rigid) dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R9 |
| 3 | CCM Strands | strand | 4 |
| 4 | Strand space | mm | 1400 |
| 5 | Section | mm | 160×200、240×280 |
| 6 | Cutting length | m | 2.8~12.0 |
| 7 | Casting steel grade | High quality carbon steel, alloy structure steel | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Built-in type (imported) | |
| 10 | Ladle turret type | Straight arm turret (90t) | |
| 11 | Tundish car type | Semi-gantry type (high-low leg for one side) | |
| 12 | Oscillating type | Full plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Four bars side storage | |
| 14 | Secondary cooling type | Air-water atomization cooling | |
| 15 | Mould level automatic control | Cs137 measuring + digital electric cylinder stopper rod | |
| 16 | Run-out roller level elevation | m | -0.850 |
| 17 | CCM annual output | t/a | 60×104 |
| 18 | Commissioning date | 2003.1 |
Match with converter, mainly for producing bloom varieties steel. According to the bloom features, it adopted protective casting, mould electromagnetic stirring, full leaf spring oscillating, air-water atomization, continuous straightening and other advance technology, the product is of good quality, which is highly praised by Hangzhou Iron & Steel Co.,Ltd.
| No | Item | Unit | Parameter |
|---|---|---|---|
| 1 | CCM model | Rigid dummy bar full arc type, continuous casting | |
| 2 | CCM radius | m | R8 |
| 3 | CCM Strands | strand | 4 |
| 4 | Strand space | mm | 1300 |
| 5 | Section | mm | 150×150、180×180 |
| 6 | Cutting length | m | 3.2~9.0 |
| 7 | Casting steel grade | High quality carbon steel, alloy structure steel | |
| 8 | Copper tube length of mould | mm | 900 |
| 9 | Mould EMS | Built-in type (imported) | |
| 10 | Ladle turret type | Butterfly lifting turret (125t) | |
| 11 | Tundish car type | Gantry type (two rails on the ground) | |
| 12 | Oscillating type | Half plate spring Sin oscillating | |
| 13 | Dummy bar storage type | Friction actuating, tilting storage | |
| 14 | Secondary cooling type | Air-water atomization cooling | |
| 15 | Mould level automatic control | Cs137 measuring without stopper rod | |
| 16 | Run-out roller level elevation | m | -0.808 |
| 17 | CCM annual output | t/a | 60×104 |
| 18 | Commissioning date | 2001.4 |
Match with CONSTEEL electric furnace, mainly for producing alloy steel. It used protective casting, mould electromagnetic stirring, air-water cooling, continuous straightening and other advance technology, the alloy steel blank is of good quality, which played a important role to enhance economic performance for Wuxi Xuefeng Steelmaking Plant.